Меню
Контакты
- Кухни Sidak
- Примеры готовых решений
- Акриловые кухни
- Кухни хай-тек
- Кухни модерн
- Классические кухни
- Кухни из массива дерева
- Кухни кантри
- Кухни минимализм
- Кухни МДФ
- Модульные кухни
- Сопутствующая продукция
- Профиль
- Готовая продукция из стекла
- Листовое стекло
- Витражные стекла
- Мебельные ручки
- Воздухоочистители для кухни
- Стулья
- Столы
- Кухонные столешницы и стеновые панели
- Материалы и технологии
- Акриловые фасады
- Фасады МДФ
- Фасады из массива
- Фасады в классическом стиле
- Глянцевые фасады
- Крашеные фасады
- Фасады в пленке ПВХ
- Фасады в стиле модерн
- Фасады в стиле кантри
- Патинированные фасады

ООО «CИДАК-СП»
Адрес: ул. Заводская, 9, корп. 2, г.п. Сиверский,
Гатчинский р-н, Ленинградская обл., Россия, 188330
Телефон: +7 (812) 655-61-51, +7 (81371) 45-115
Факс: +7 (81371) 44-272
схема проезда
e-mail: info@sidak.ru
Адрес: ул. Заводская, 9, корп. 2, г.п. Сиверский,
Гатчинский р-н, Ленинградская обл., Россия, 188330
Телефон: +7 (812) 655-61-51, +7 (81371) 45-115
Факс: +7 (81371) 44-272
схема проезда
e-mail: info@sidak.ru
СЕВЕРО-ЗАПАДНЫЙ ФО
| Архангельск | ул. Лермонтова, 23, корп. 20 | ИП Степанян В.Г. | +7 (911) 551-71-88, +7 (911) 592-92-92 osnovnoy@vg-furnitura.ru |
| Калининград | Советский пр., д.125 | ООО "Компания Балтламинат" | +7 (4012) 777-001 sidak@baltlaminat.ru |
| Мурманск | ул. Свердлова, д.41 А | ИП Курьян М.Е. | +7 (800) 234-41-51 mz-murmansk@mail.ru |
| Петрозаводск | ул. Кооперативная, 6 | ИП Курьян М.Е. | +7 (8142) 73-33-47 monza@sampo.ru |
| Псков | ул. Ипподромная, 108б | ООО "Студия мебели" | +7 (929) 132-03-42, +7 (8122) 606-605 (доб 3) lia@furnituram.ru |
| Северодвинск | ул. Ломоносова, д.85, корп. 2 | ИП Степанян В.Г. | +7 (911) 557-84-70 sevsk@vg-furnitura.ru |
| Сыктывкар | ул. Лесопарковая, 32/1 | ИП Кляйншмидт А.В | +7 (8212) 400-235, +7 (991) 385-02-90 adm_sklad@inbox.ru |
ЦЕНТРАЛЬНЫЙ ФО
| Брянск | ул. Красноармейская, д. 130 | ИП Шешин А.А. | +7(910) 333-30-39, +7 (903) 869-59-06 sm-elf@mail.ru |
| Владимир | ул. Промышленный проезд, д. 5 "В" | ИП Лосев | +7 (4922) 49-41-91 info@andria.ru |
| Владимир | с. Суходол, ул. Н. Андрианова, д. 34 | ИП Гулевская И.А. | +7 (4922) 778-778 bobyleva.natalia_ivmk@mail.ru |
| Воронеж | ул. Свободы 75 "З" | ООО «ПлитСтройСервис» | +7 (920) 213-28-10 goncharova.i@plitstroytorg.ru |
| Иваново | ул. Калашникова, 28Ж | ИП Гулевская И.А. | +7 (4932) 590-915 bobyleva.natalia_ivmk@mail.ru |
| Кострома | ул. 2-ая Волжская, д.19, стр.2 | ООО «Мебельные Технологии» | +7 (4942) 64-11-26 |
| Тверь | бул. Шмидта, 20 | ООО «Мебельный Комплектующие» | +7 (905) 602-27-77 sidak-tver@mail.ru |
| Тула | Красноармейский пр-т, д. 19ж | ООО «Комплект Сервис» | +7 (4872) 74-02-66 fasadtula@mail.ru |
ПРИВОЛЖСКИЙ ФО
| Казань | ул. Рахимова, 8, корп. 30, 3-й этаж, правое крыло | ООО «Аметист» | +7 (843) 511-97-46 evgenia-kaz@ametist.ru |
| Киров | ул. Базовая, 3, Домфорт ТМ | ООО «Домфорт» | +7 (8332) 34-02-02 доб. 116, +7 (953) 945-57-69 Elvira@domfort.org |
| Казань | ул. Рахимова, 8, корп. 30, 3-й этаж, правое крыло | ООО «Аметист» | +7 (843) 511-97-46 evgenia-kaz@ametist.ru |
| Ижевск | ул. Маяковского, 41, 2 этаж | ООО «Тексима» | +7 (3412) 97-09-60 office-izh@ametist.ru |
| Самара | Циолковского, 1А (1 этаж), оф.1 | ООО «КОНСТАНТИН» | +7 (939) 753-40-41 mail@ooo-konstantin.ru |
| Тольятти | ул. Ларина 169, оф. 205 | ИП Иванов В. Г. | +7 (937) 203-97-05 sidak-samara@mail.ru |
ЮЖНЫЙ ФО
| Ессентуки | ул. Пятигорская, д.129 | «ИП Казанчиев Л.А.» | +7 (928) 008-45-45, +7 (928) 008-38-88, +7 (938) 302-22-05 lion-master2015@yandex.ru |
| Ростов-на-Дону | пр. Королева 32/36 ТЦ Стройквартал | ИП Термалаев Э.В. | +7 (995) 376-38-00 termalaev@gmail.com |
| Симферополь | ул. Коммунальная, 38 | ООО «Хиндустан-Крым» | +7 (978) 783-51-01 hindustan@ukr.net |
| Сочи | с. Сергей-Поле, ул. Славы, 2/2 | ИП Зебелян А. В. | +7 (918) 403-80-32 zebval@mail.ru |
| Темрюк | ул. Мороза, 36 | ИП Скворцова И.Н. | +7 (918) 468-22-33 |
| Туапсе | ул.Софьи Перовской, 3 | ИП Золотарева О.В. | +7 (988) 674-61-44, +7 (86167) 4-61-44 |
УРАЛЬСКИЙ ФО
| Екатеринбург | г. Березовский, ул. Кольцевая, 4/7, 1 этаж | ООО «НЭКО» | +7 (3522) 555-001, +7 (912) 064-50-01 +7 (912) 288-86-11 и +7 (912) 679-40-07 |
Республика Беларусь
| Минск | ул. Янки Мавра, 47/40 | ООО «Бами Мебель» | +375 29 882 84 60 bamimebel@mail.ru |
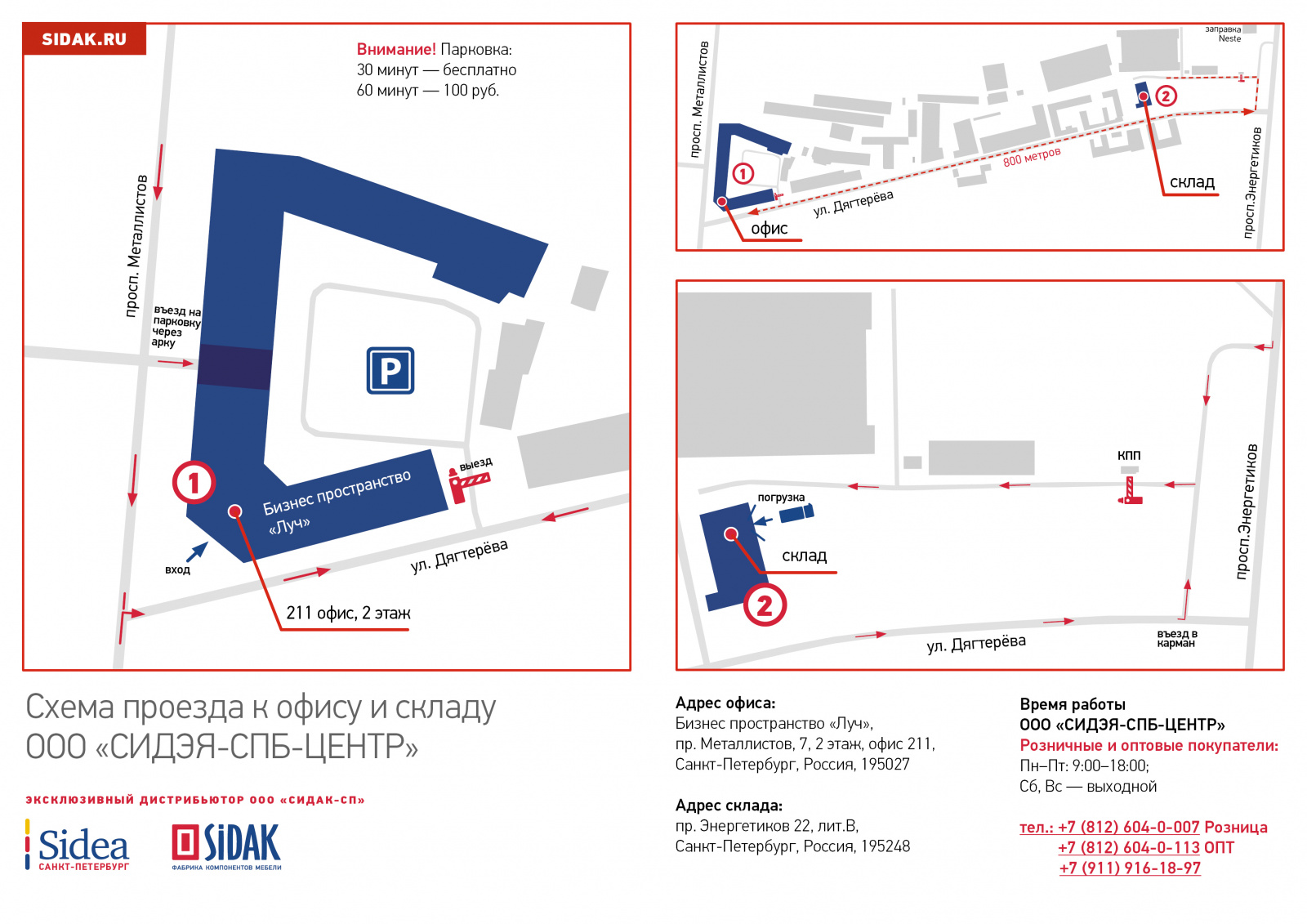 ООО «СИДЭЯ-СПБ-ЦЕНТР», САНКТ-ПЕТЕРБУРГ
ООО «СИДЭЯ-СПБ-ЦЕНТР», САНКТ-ПЕТЕРБУРГ
пр. Металлистов, 7, офис 211, Санкт-Петербург, Россия, 192027
+7 (812) 604-00-07, +7 (911) 269-84-60 (Розница), +7 (812) 604-01-13 (Опт), +7 (911) 916-18-97
схема проезда
designer-spb@sidak.ru
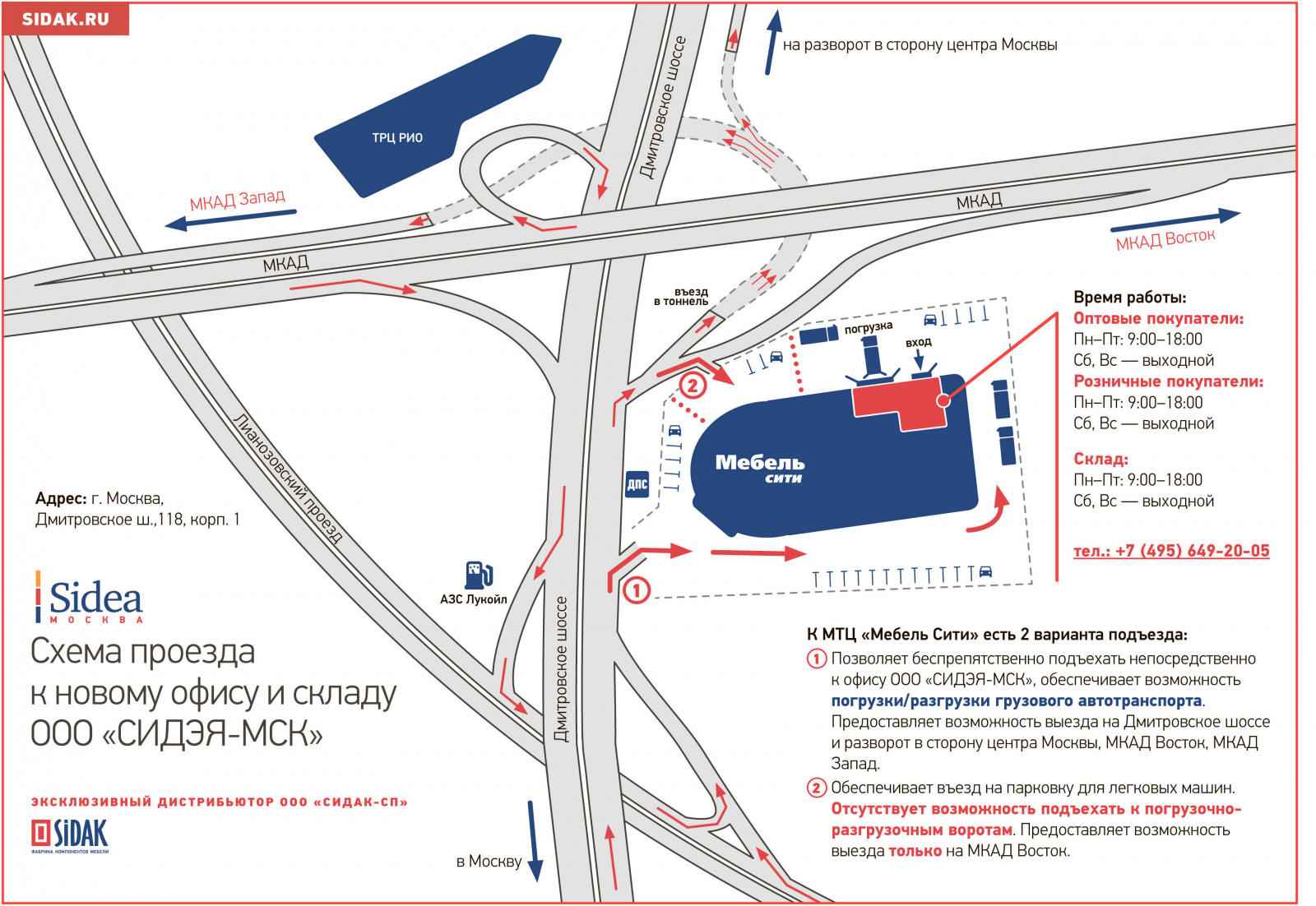 ООО «СИДЭЯ-МСК-СЕВЕР», Москва
ООО «СИДЭЯ-МСК-СЕВЕР», Москва
МТЦ «Мебель Сити», 1 этаж, Дмитровское шоссе, 118, корп.1, Москва, Россия, 127253
+7 (495) 649-20-05
схема проезда
info@sidea-msk.ru
 ООО «СИДЭЯ-КРАСНОДАР», Краснодар
ООО «СИДЭЯ-КРАСНОДАР», Краснодар
Ростовское ш., 26/1 (Офис) / Ростовское ш., 24/1 (Склад), Краснодар, Краснодарский край, Россия, 350072
+7 (861) 203-22-52
схема проезда
borodulin@sidea-kr.ru
 ОП ООО «СИДЭЯ-КРАСНОДАР», Севастополь
ОП ООО «СИДЭЯ-КРАСНОДАР», Севастополь
Соловьева 6а (Офис 112), Севастополь, Республика Крым, Россия
+7 (978) 682-72-24
z.spartko@sidea-kr.ru